|
Featured Article
|
CFM Increases First-pass Yield
by Bob Bilbrough, Quality Contract Manufacturing, LLC
This article is based upon the professional experiences of Bob Bilbrough, founder and president of Qualcon (Quality Contract Manufacturing, LLC) in Flowery Branch, GA USA. Mr. Bilbrough has capped a seventeen-year career in the electronics industry by pioneering continuous flow manufacturing in the EMS industry. Qualcon operates exclusively in continuous flow manufacturing mode. Despite being a relatively new entry in the world of EMS, OEMs seeking the valuable benefits of continuous flow manufacturing are flocking to Qualcon. Qualcon offers full turnkey assembly services, labor-only assembly services (customer consigned components) and test services. For more information on Qualcon, visit them on the World Wide Web at "www.qualcon1.com" or call them at 770-965-3300.
Introduction
Continuous flow manufacturing has become the standard process among the best manufacturers in every industry --- except electronics manufacturing services (EMS). Electronic contract manufacturers have steadfastly maintained batch mode manufacturing (BMM) as their standard process despite a wealth of data supporting the efficiencies CFM. Strangely enough, many EMS providers tout CFM in their marketing pitches without actually employing it. In 1994 I spent a day with a large publicly held EMS provider. My goal was to qualify them to perform EMS for my company. They were doing quite well until we began the plant tour. The first words out of my host�s mouth were, "As you can see, we employ continuous flow manufacturing processes here." As I surveyed the manufacturing floor, I saw scores of carts containing work-in-progress (WIP) surrounding their "islands of automation". This BMM practitioner surrendered his chance of qualification on the spot. Other CFM wannabes are more clever. Consider the billion-dollar EMS provider who shows the single production line operating in CFM. Ask to see other production. Why? An EMS provider with an order for one product that consumes the entire capacity of several "islands of automation" will most likely run that batch in line, continuously. Our quite substantial EMS provider cannot demonstrate CFM anywhere else in their operations� I challenge you to review the marketing collateral received from your EMS providers. I�m sure you will note that many of them tout CFM, without actually providing it.
What is so powerful about the value proposition of CFM that otherwise reliable organizations would falsely feature it?
The Value Proposition of CFM
CFM provides many positive benefits to those who employ it and to their customers. Some of those benefits are:
� Reduced Manufacturing Cycles Time
It is not unusual for CFM to reduce cycle time by more than 75% versus BMM. The manufacturing training tape produced by Hewlett-Packard�s Greeley Division entitled "Stockless Production" ("Push" out the Old / "Pull" in the New�) was produced March 16, 1983 ( ã Hewlett-Packard). This groundbreaking work clearly demonstrates a 90.3% reduction in CFM (batch size = 1) cycle time versus BMM.
Reduced cycle time provides lowered inventory carrying costs and significantly faster time to market performance.
� Reduced WIP
A CFM shop will have little WIP. Again citing the Hewlett-Packard work, implementation of CFM reduced WIP by an amazing 92.3%. There is a 1-to-1 correlation between WIP and cycle time.
� Reduced Overhead
The Hewlett-Packard illustration shows a 50% reduction in production space required due to the near elimination of WIP and inventory.
� Unsurpassed Quality
Should any EMS provider operating in BMM place a tough-to-inspect component, such as 0402 package, incorrectly --- they won�t discover the error until test --- which is a couple of weeks downstream. Then comes the expensive and time-consuming rework of the entire "batch". In CFM, the difference between an error and its discovery is minutes. Upon discovery at test or inspection, production is stopped, the process error is identified and containment or resolution is applied. In CFM, rework is limited to only the assemblies on the line "south" of the error point, and not the entire production run. In CFM, problem visibility is dramatically enhanced.
Although it is evident that worker productivity increases in CFM, it can also be argued that worker satisfaction grows, as well. The PULL methodology of CFM shows increased respect for the production worker in two important ways. First, workers typically have only one piece of work before them at any given time, as opposed to the PUSH of BMM that may create a mountain of WIP before workers at production "bottlenecks".
According to Eliyahu M. Goldratt in his work The Goal ( ã 1992 by Eli Goldratt, published by North River Press, Inc., Pages 141-142) bottlenecks are defined as any resource which is equal to or less than the market demand placed on it. In CFM, "bottlenecks" become the gauging factor for line throughput. Since it is known that the maximum line throughput attainable is that of the bottleneck, all other operations in a CFM line must be balanced to the bottleneck. Therefore the work becomes balanced to a Kanban of one. The second feature of CFM that enhances worker satisfaction is that through the process of CFM --- workers are empowered. Worker involvement is increased by awarding responsibility and transferring ownership of each respective step of the process. Each worker has the responsibility to notify the supervisor of any nonconforming process and/or material and with proper training is empowered to stop the production line. In CFM, continuous inspection by each worker of the previous process step ensures quality through process integrity. Assuming that continuous inspection is present in BMM, the value of continuous inspection is lessened tremendously. What�s the value of a BMM worker discovering that a component has been placed incorrectly in a batch of 10,000? Rework is required for the entire batch. Assuming the same error in CFM, rework is required for the boards between the error point and error discovery point only. CFM allows workers to take pride in the integrity of their process.
All of the above benefits provide a clear picture of the value proposition offered by CFM. Although this in itself is an acceptable answer to the question posed at the end of the last section (What is so powerful about the value proposition of CFM that otherwise reliable organizations would falsely feature it?) , consider this; according to the June 1998 edition (Volume 8, Number 6) of Manufacturing Market Insider, Hewlett-Packard (at $5.2B annually) is the largest EMS customer in the world. Sooner or later all EMS providers will seriously embrace the "revolutionary" concepts of HP�s fifteen year-old benchmark. Why do EMS providers falsely feature CFM? Because sophisticated customers demand it.
Complex vs. Simple
The complexity of BMM versus the simplicity of CFM is the foundation of CFM�s superiority. A primary tenet of CFM is that you don�t start until you can finish and you don�t stop until you�re done. Let�s contrast the simplicity of CFM with the complexity of BMM. Brian L. Joiner�s book entitled Fourth Generation Management (Pages 17-20, published by McGraw-Hill, Inc. ã 1994) provides the following diagrams:

The diagram demonstrates how the assembly operation is supposed to work: get a kit of parts, assemble them, and ship them. Obviously, all of the components must be present for this operation to work.
Without further process control, statistical probability dictates that there is a 98% chance of all the components being there at scheduled production start. In BMM the reality is that at least 75% of the time one or more parts will be missing at production start. So the work actually goes like this:
In the diagram above, steps above the dashed line are the real work. These are the only steps necessary in a CFM model. All the steps below the dashed line are complexity --- work that would not have to be done in CFM. Remember, in CFM, you don�t start until you can finish and you don�t stop until you�re done.
Let�s take the comparison a step further. We�re assembling a printed circuit board with SMT components, automatically inserted PTH components, hand-loaded pre-wave PTH components and a few components that must be individually soldered. Also required is in-circuit test and functional test.
The following diagram demonstrates the complexity of BMM in the EMS assembly process:
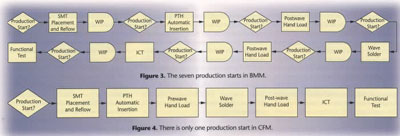
Anyone who has ever been a customer of a BMM operation understands the frustration of scheduling multiple production starts. In some cases EMS customers feel the necessity to place their own personnel in BMM shops in order to negotiate production starts and to monitor production progress through the shop. According to our customer surveys, the complexity of BMM creates an average manufacturing cycle time of 4.3 weeks --- with most of the time spent in Delay State (WIP).
Assuming the same assembly process in CFM, we have a single production start:

How simple! Customers negotiate one production start. The CFM shop plans for one production start. Manufacturing cycle time becomes takt time --- the time it takes to actually assemble and test the products. The real work is completed and the complexity is erased.
|
|
|
|
|
Sponsors
|
|
|
About This Newsletter
|
|
The SMT Express is a periodical featuring assembly solutions from your peers and vendors. We, at SMTnet.com, have designed this newsletter to bring useful information to the mailboxes of electronics manufacturing professionals.
Since we are just getting started, we need your help to make this a relevant and welcome publication. We want your feedback, suggestions, complaints, and compliments. We also want your articles. Please read the submission guidelines and Contact Us regarding article and news submissions.
- Thanks in advance
To Subscribe:
Click here to register with SMTnet.com to receive this newsletter and many other benefits. It's absolutley free!
To Unsubscribe:
Click here to send an unsubscribe email message. Be sure to include your email address in the body and include the word "unsubscribe" in the subject line.
Newsletter Archives:
Click here to to visit the SMT Express home page. A list of archives can be found there in the menu on the left.
Board of Editors:
Click here to learn more about the SMT Express Board of Editors.
|
|
