Dec 30, 2011
Dec 30, 2011 
Cu and Ni are the decisive factors.
Nihon Superior Co. Ltd., a supplier of advanced soldering materials to the global market, has highlighted the effectiveness of Cu and Ni as the essential elements in forming a stable IMC layer in lead-free soldering.
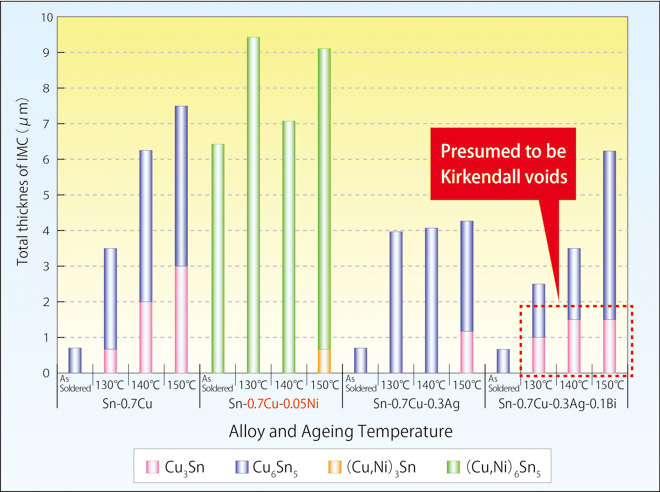
The micrographs on the left side come from a study undertaken by the University of Queensland to compare the Intermetallic layer at the interface between various lead-free solders and a copper substrate. The fluxed copper/OSP test boards were exposed to the solders for five seconds in a mini-wave machine with a pot temperature of 255°C. It was found that after 528 hours at 150°C, the intermetallic compound on the board soldered with Sn-0.7Cu-0.05Ni was smoother with slower growth of Cu3Sn and no cracking. By contrast, the IMC layer in Sn-0.7Cu-0.3Ag and Sn-0.7Cu-0.3Ag-0.1B with additions of 0.3 Ag and 0.3 Ag+0.1Bi was uneven with growth of Cu3Sn and cracking (Figure 2).
The Sn-0.7Cu-0.05Ni is the basis for Nihon Superior’s SN100C® solder that also incorporates a Ge addition as an antioxidant and flow promoter.
Silver-free, lead-free solder, SN100C now has a track record of more than 12 years of successful delivery of high productivity and high reliability. The first of the new SN100C Advantage Series®, SN99CN, builds on the strengths of the Sn-Cu-Ni formulation of SN100C with a controlled addition of silver. Both SN100C and SN99CN include Cu and Ni to form the stable IMC (Cu,Ni)6Sn5. These alloys will be exhibited under the theme “Implementing Lead-Free Soldering with Cost Reduction AND Reliability” at INTERNEPCON JAPAN 2012 to be held at the Tokyo Big Sight from January 18-20 (Booth No. East 13-30, East Hall 6).